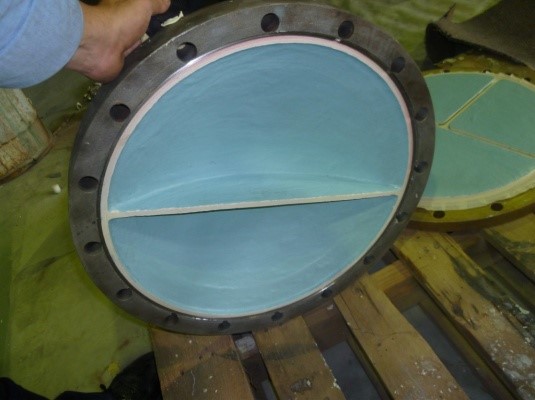
Baffle plate between inlet and outlet lower than the sealing face
Sealing face built up to allow flat sanding to required height
Return cover after machining
Rebates filled with RB 332
OVERVIEW: The Floating heads and channel end covers were originally coated by another contractor with varying results. Made from exotic materials, they had pitting along the sealing face and localised areas from their environment of salt water at elevated temperature.
RB 332 was applied to the internals to prevent long term corrosion.
Floating heads and channel end covers cast from various exotic materials
CHALLENGE
The end covers were originally coated by another contractor with varying results. Some items were made from exotic materials and had minor pitting along the sealing face and localised areas.
SOLUTION
Prevent long term corrosion by applying RB 332 to the internals of the end covers. Sealing areas showing signs of corrosion pitting were pre-machined to allow for 1mm of coating to be applied and post machined on completion.
SCOPE
High pressure washed internal & externals
Inspection of damaged/heat affected areas
Abrasive blasting to better inspect man hole cover
Pitfill application of RB 332 series in 2 coats
Thickness tested to ensure a minimum of 750µm and holiday test at 6Kv
Externals:
Application of 2 coats of RL 500PF to a nominal thickness of 300µm
Chemcote delivered a fast turnaround, reducing down-time for the client in the short term and delivering the end covers with expected long term corrosion protection.
Condition of surface before mechanical preparation RB 364 applied to spot abrasive blasted surfaces Pugmill externals Coating with InD Cote Previous Next OVERVIEW: A
Repairs required Application of Primer Coating applied to affected areas After application of Topcoat Previous Next OVERVIEW: A 40 year old excess gas bleeder structure
After whip abrasive blasting Application of Epo-chem system to internals Basalt Fibre application on internals OVERVIEW: A steel production plant contracted Chemcote to reinforce