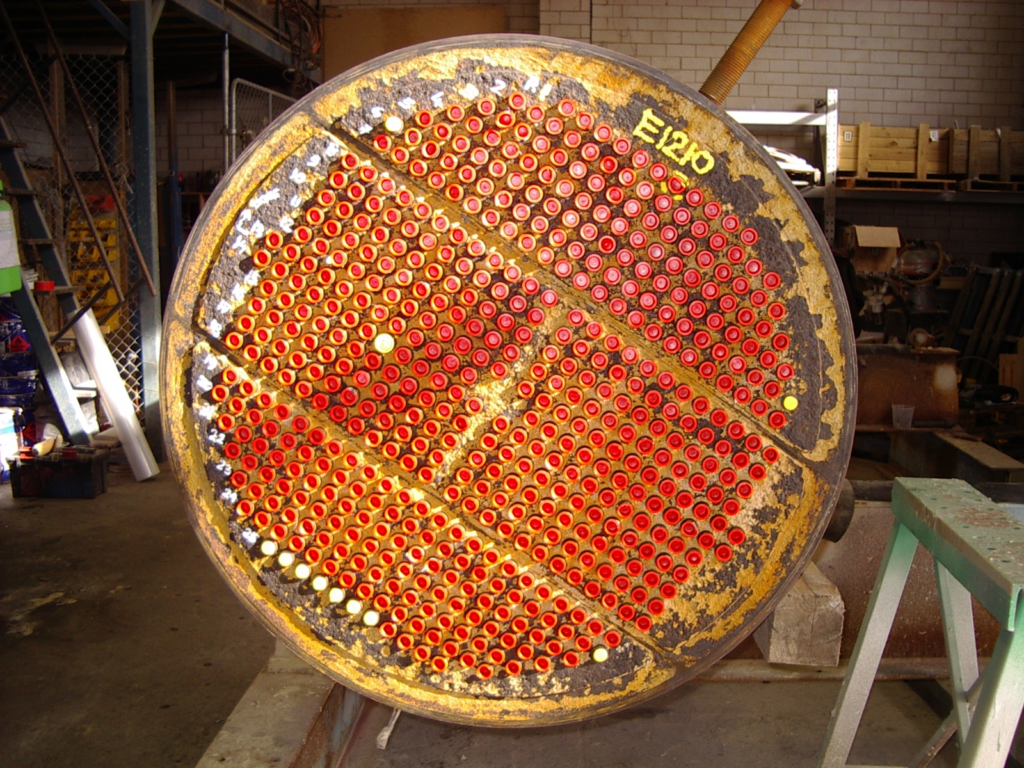
OVERVIEW: Tube sheets of this chiller were severely corroded due to a galvanic reaction between dissimilar metals. There was also severe pitting corrosion on sealing faces. A 72 hour shutdown period was utilised to complete the work with the tube internals were protected from abrasive blasting damage by inserting specially designed plastic caps.
Tube sheets of this chiller were severely corroded due to a galvanic reaction between dissimilar metals. A 72 hour shutdown period was utilised to complete the work. The tube internals had to be protected from abrasive blasting damage. There was also severe pitting corrosion on sealing faces.
SOLUTION
Tube internals were protected by inserting specially designed plastic caps.
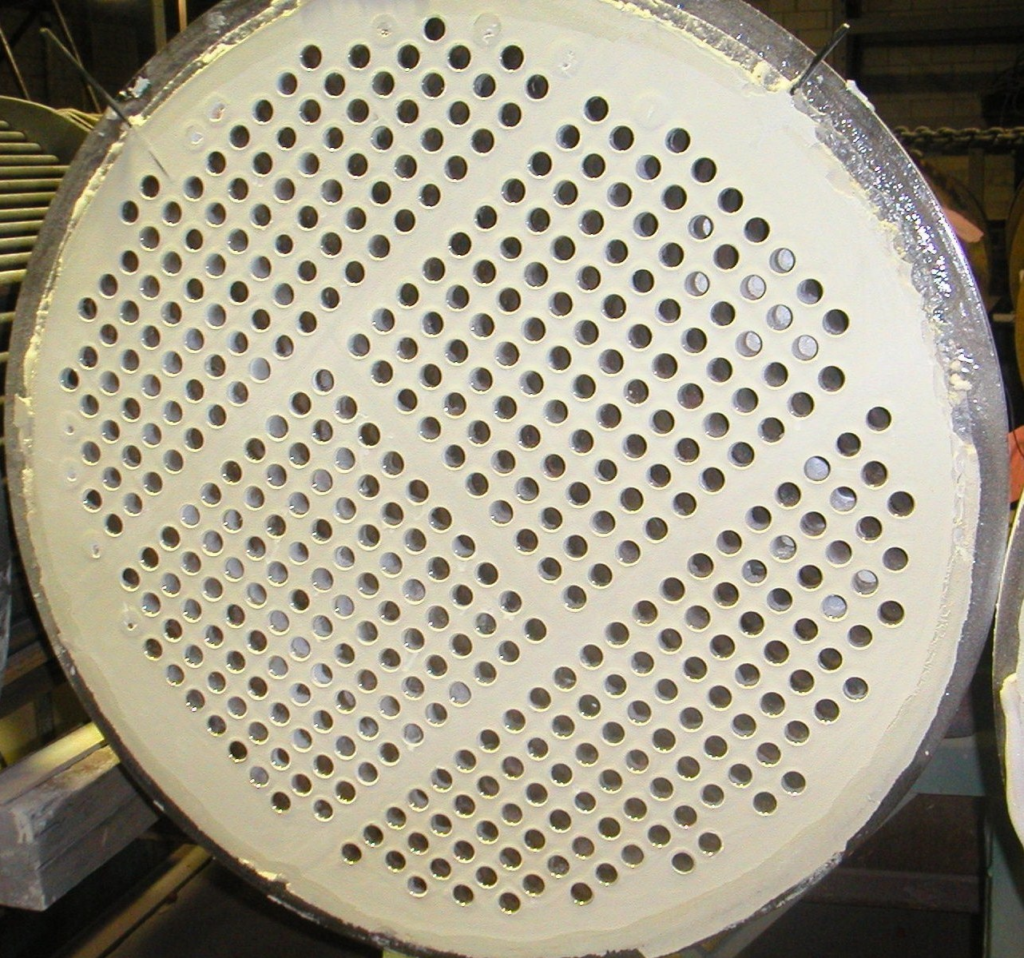
The entire chiller face was abrasive blasted to ensure surface is clean and free of contamination. RB 300 was applied to tube-sheet face, followed by post machine sealing faces to ensure division plates mate, preventing interference and by-passing. Caps were removed. Chemcote also supplied nylon inserts to prevent tube end corrosion & cavitation.
PRODUCTS
Chem-tect™ RB 300 Series
OUTCOME
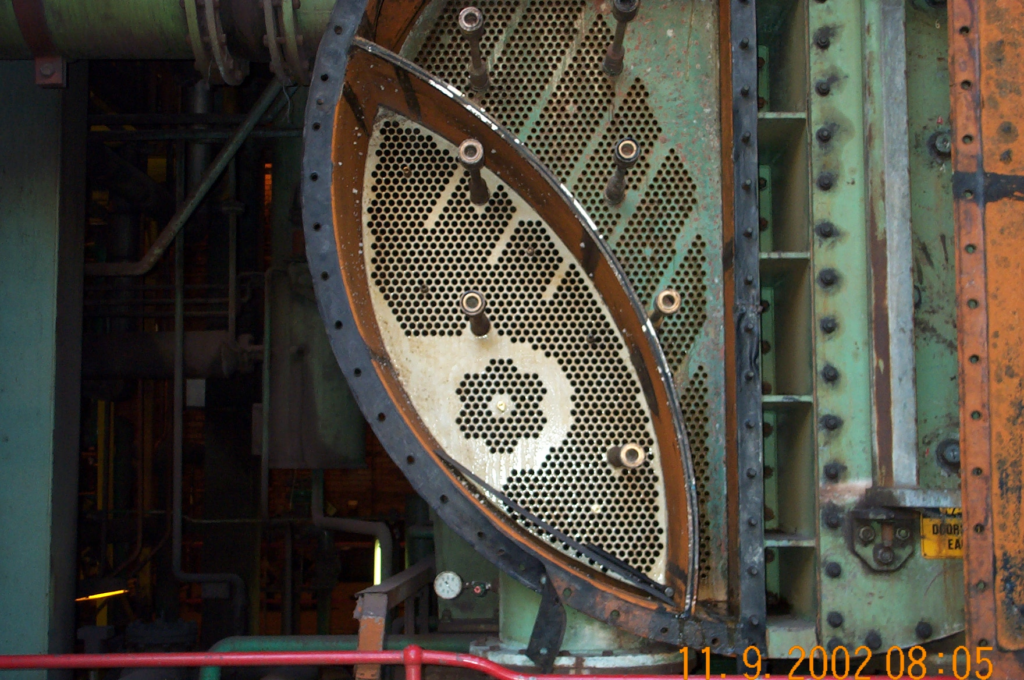
This client has become one of our regular customers. Chemcote has now conducted numerous jobs for this client over the past years, including multiple heat exchanger units. The photo to the left was taken during a 4 year inspection of another chiller unit coated with the same coating and showed no signs of deterioration.
After fabrication repairs After abrasive blasting, pitting visible Finished 300 Series Vinyl Ester Internals nearing completion OVERVIEW: Customer required long term corrosion protection for
Masking and ready for abrasive blasting Application of multiple coats of RB364 internally Holiday testing to ensure coating continuity Coating complete OVERVIEW: Chemcote was
Existing corrosion, mech prep after UHPWB Application of spot primer Mid coat applied to affected areas After application of topcoat OVERVIEW: Chemcote was engaged