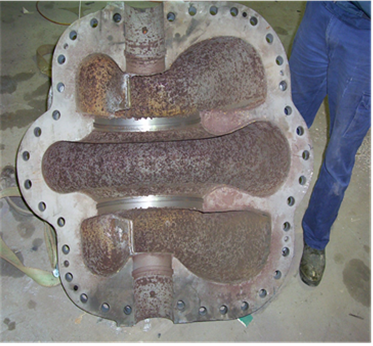
OVERVIEW: The 8 year old pump had dropped off in efficiency due to the combination of corrosion erosion and mechanical fatigue. This was due to a poorly specified and applied coating which was delaminating allowing corrosion to exist.
The pump had dropped off in efficiency due to the combination of corrosion erosion and mechanical fatigue. This was due to a poorly specified and applied coating which was delaminating allowing corrosion to exist.
SOLUTION
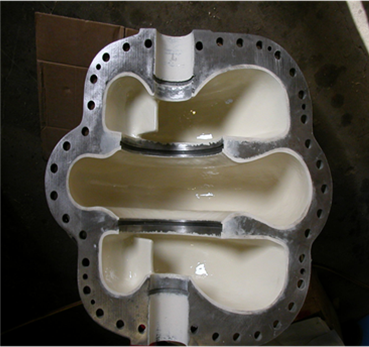
After 8 years in service the substrate was corroded and heavily contaminated with metallic salts. Treatment using a combination of methods including abrasive blasting, hot washing and acid washing to reduce salts below 25ppm. We then recommended the application of 2 coats of Chem-tect™ RB 364; a glass flake filled vinyl ester providing an excellent corrosion barrier and long term protection. We then applied 2 coats of Epo-chem™ RP 500 to enhance fluid efficiency in turn reducing power consumption.
SCOPE
Strip and assess
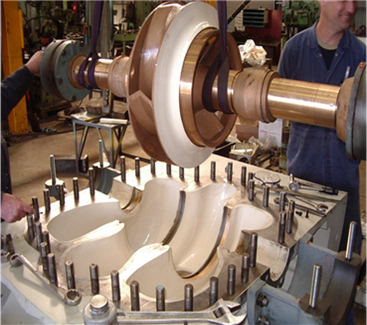
Manufacture template to ensure mating faces match
Grind chamfer on all flanged faces, allowing the coating to be applied on the flange face preventing future crevice corrosion.
Protect critical dimensions
Abrasive blast and treat to reduce metallic salts by hot washing and re-abrasive blast.
By coating with Chem-tect™ RB 300 & Epo-chem™ RP 500, future corrosion erosion is prevented with a reduced amount of friction through composite technology. The pump now functions more efficiently when in use consuming less power, which led to carbon credits and a reduction of greenhouse gas emissions. The payback period of the entire refurbishment worked out to be only 14 months.
After fabrication repairs After abrasive blasting, pitting visible Finished 300 Series Vinyl Ester Internals nearing completion OVERVIEW: Customer required long term corrosion protection for
Masking and ready for abrasive blasting Application of multiple coats of RB364 internally Holiday testing to ensure coating continuity Coating complete OVERVIEW: Chemcote was
Existing corrosion, mech prep after UHPWB Application of spot primer Mid coat applied to affected areas After application of topcoat OVERVIEW: Chemcote was engaged