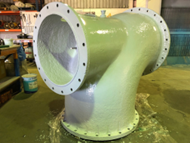
OVERVIEW: Chemcote were approached to improve corrosion resistance and improve fluid flow efficiency for this Power Generation Customer’s cast iron column pump
Chemcote were brought in to carry out pump refurbishment after catastrophic failure of bearing causing the impeller to wear through the casing of the column pump
SOLUTION
Refurbish pump lining to extend service life using glass flake filled coatings, then top coated using RP 500 to improve fluid flow efficiency
SCOPE
Abrasive blast to AS.1627.4 to class 2.5
Masking and protection of critical tolerances and bush area on flange.
Pit filled to allow smooth transition and prevent coating defects
Sand smooth where necessary & application of RB364 to 1,000µm
Internal & external holiday testing to ensure coating continuity using the required voltage to suit the dry film thickness.
Condition of surface before mechanical preparation RB 364 applied to spot abrasive blasted surfaces Pugmill externals Coating with InD Cote OVERVIEW: Chemcote’s specialist team
Flange is barely attached Repairs commence Repairs using composite weave mat Coating complete OVERVIEW: A power station client required corrosion protection for a 30-plus