Ready to return to service for another 15+ years of life
OVERVIEW: Pump has been in service for 15 + years providing the customer with peace of mind, and uninterrupted service, localised spot repairs were required due to mechanical damage
The original split case halves didn’t match with a misalignment of 35-40mm causing cavitation in the anti-swirl veins, we recommended a profile alignment and the addition of composite reinforcing
SOLUTION
Repair mechanical damage. We then applied RB 364, a glass flake filled vinyl ester consolidated with composite reinforcing to areas of the casing that had been damaged by external factors to return it to its original strength.
SCOPE
Onsite hotwash and scrub of internal lining to identify damage for repair
Whip & Spot Abrasive blast damaged areas
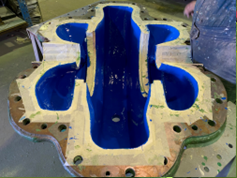
Application of RB 364 to bare metal areas of internals
Condition of surface before mechanical preparation RB 364 applied to spot abrasive blasted surfaces Pugmill externals Coating with InD Cote OVERVIEW: Chemcote’s specialist team
Flange is barely attached Repairs commence Repairs using composite weave mat Coating complete OVERVIEW: A power station client required corrosion protection for a 30-plus