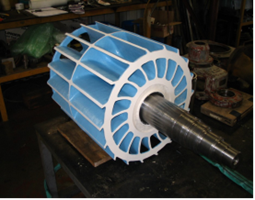
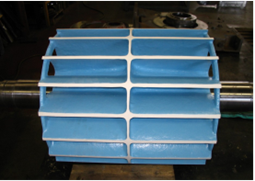
Siemens rotor, rebuilt and machined to original tolerances
Final balance to G2.5.View of the RB 300 series ability to be machined back to critical dimensions and tight tolerances
OVERVIEW: The pump was rebuilt and returned to service within a few weeks whereas a new replacement pump would have had a lead time of 20 weeks. The client was extremely happy thanks to the experienced Chemcote team and the exceptional corrosion resistance and machinability of the Chem-tect™ RB 300 series.
50-70°C 10-40μm abrasive particles from the dust catcher are disposed of in the pugmill and combined with water to suppress the dust creating an abrasive sludge
SUBSTRATE
Cast and machined carbon steel
CHALLENGE
With an unprotected carbon steel pump, the rotor and barrel generally suffer rapid corrosion through contaminated water or acidic solvents used as sealant solutions. This leads to premature failure, inefficiency and costly repairs.
Chemcote’s challenge was to specify a coating that would repair the existing corrosion damage, restore the barrel and rotor back to the manufacturers original tolerances, extend the life of the Siemens pump, increase efficiency and prevent premature failures.
SOLUTION
Chemcote recommended the RB 300 series coating system with the ability to rebuild the pump’s corroded components back to the manufacturer’s original specifications
SCOPE
Pre-balance and pre-machine to allow for coating thickness
Abrasive blast to Class 2.5, minimum 50μm profile
Apply Chem-tect™ RB 300 to a DFT of 1000μm
Build up machined surfaces using RB 300 to a DFT of 3000μm
Post machine and post balance to clients required tolerances
The vacuum pump was rebuilt and returned to service within a few weeks. A new replacement pump had a lead time of 20 weeks. The client was extremely happy thanks to the experienced Chemcote team and the exceptional qualities of the RB 300 series.
Set up of Containment Masking before Blasting Spool Condition before Coating Aerial view of Outlet Spool from Shutoff Valve Completed Outlet Spool Internals Application of
Newly fabricated tank internals Tank Internals Confined space entry Completed tanks for delivery to customer OVERVIEW: The asset owner approached us to provide protection
Condition before surface preparation Mechanical Preparation Primer Application Second Coat applied OVERVIEW: In the complete refurbishment of the underside of this floating structure, some